




HD20 உயர் துல்லிய ஆப்டிகல் நேரியல் குறியாக்கிகள்
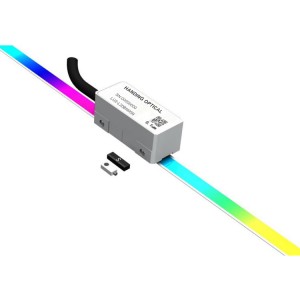
1. தயாரிப்பு கண்ணோட்டம்
எஃகு பெல்ட் கிராட்டிங் என்பது ஒருதுல்லிய அளவீட்டு கருவிபல்வேறு தொழில்களில் நேரியல் மற்றும் கோண நிலைப்படுத்தல் பயன்பாடுகளுக்காக வடிவமைக்கப்பட்டுள்ளது. இது உயர் துல்லியம் மற்றும் நீண்ட கால நம்பகத்தன்மைக்காக மேம்பட்ட ஆப்டிகல் தொழில்நுட்பத்துடன் வலுவான கட்டுமானத்தை ஒருங்கிணைக்கிறது.
2. முக்கிய அம்சங்கள்
சிறந்த மீண்டும் மீண்டும் செய்யக்கூடிய தன்மையுடன் உயர் அளவீட்டு துல்லியம்.
கடுமையான தொழில்துறை சூழல்களுக்கு நீடித்து உழைக்கக்கூடியது மற்றும் எதிர்ப்புத் திறன் கொண்டது.
ஆட்டோமேஷன் மற்றும் கட்டுப்பாட்டு அமைப்புகளுடன் ஒருங்கிணைப்பை ஆதரிக்கிறது.
செலவு குறைந்த பராமரிப்பு வடிவமைப்பு
3. தொழில்நுட்ப விவரக்குறிப்புகள்
பொருள்:அதிக வலிமை கொண்ட துருப்பிடிக்காத எஃகு.
துல்லியம் தரம்:±3 µm/m அல்லது ±5 µm/m (மாடலைப் பொறுத்து).
அதிகபட்ச நீளம்:50 மீட்டர் வரை (தேவைகளுக்கு ஏற்ப தனிப்பயனாக்கலாம்).
அகலம்:10 மிமீ முதல் 20 மிமீ வரை (குறிப்பிட்ட மாதிரிகள் மாறுபடலாம்).
தீர்மானம்:இணக்கமானதுஉயர் துல்லிய ஆப்டிகல் சென்சார்கள்(கணினி உள்ளமைவைப் பொறுத்து 0.01 µm வரை).
இயக்க வெப்பநிலை வரம்பு:-10°C முதல் 50°C வரை.
சேமிப்பு வெப்பநிலை வரம்பு:-20°C முதல் 70°C வரை.
வெப்ப விரிவாக்க குணகம்:10.5 × 10⁻⁶ /°C.
கடிகார அதிர்வெண்:20 மெகா ஹெர்ட்ஸ்
4. பரிமாண வரைதல்
எஃகு பெல்ட் கிராட்டிங்கின் பரிமாணங்கள் தொழில்நுட்ப வரைபடத்தில் விரிவாகக் குறிப்பிடப்பட்டுள்ளன, இது பின்வருவனவற்றைக் குறிப்பிடுகிறது:
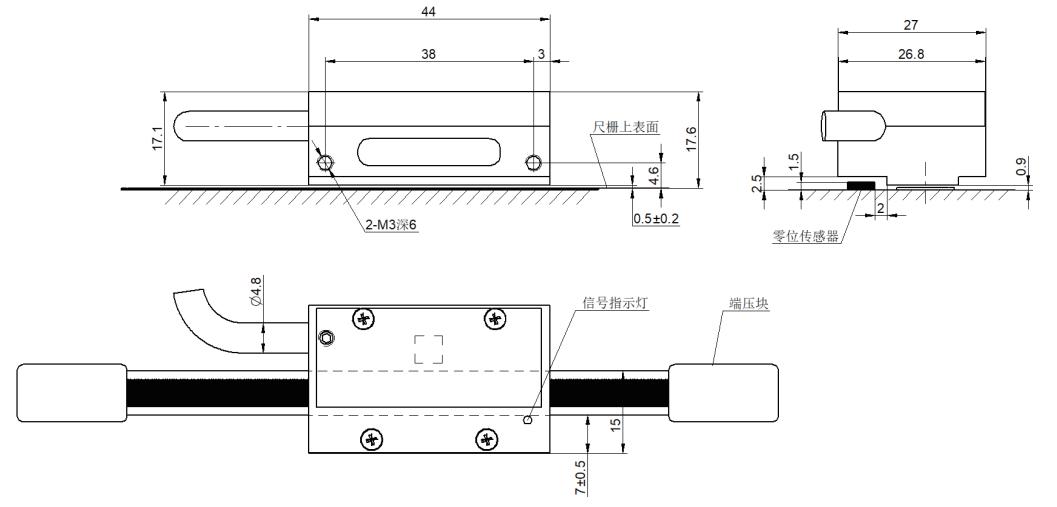
கிரேட்டிங் பாடி:மாதிரியைப் பொறுத்து நீளம் மாறுபடும் (50 மீட்டர் வரை); அகலம் 10 மிமீ முதல் 20 மிமீ வரை இருக்கும்.
மவுண்டிங் துளை நிலைகள்:பாதுகாப்பான மற்றும் நிலையான நிறுவலுக்காக துல்லியமாக சீரமைக்கப்பட்டது.
தடிமன்:மாதிரியைப் பொறுத்து, பொதுவாக 0.2 மிமீ முதல் 0.3 மிமீ வரை.
5. D-SUB இணைப்பான் விவரங்கள்
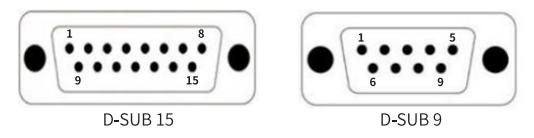
பின் கட்டமைப்பு:
பின் 1: மின்சாரம் (+5V)
பின் 2: தரை (GND)
பின் 3: சிக்னல் ஏ
பின் 4: சிக்னல் பி
பின் 5: குறியீட்டு துடிப்பு (Z சிக்னல்)
பின் 6–9: தனிப்பயன் உள்ளமைவுகளுக்காக ஒதுக்கப்பட்டுள்ளது.
இணைப்பான் வகை:9-பின் D-SUB, கணினி வடிவமைப்பைப் பொறுத்து ஆண் அல்லது பெண்.
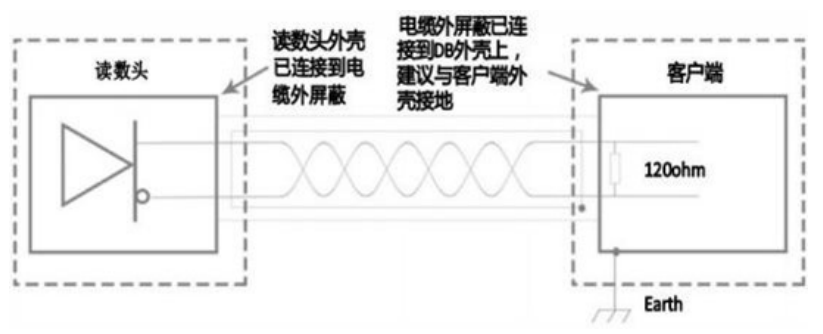
6. மின் வயரிங் வரைபடம்
மின் வயரிங் வரைபடம் எஃகு பெல்ட் கிராட்டிங்கிற்கும் சிஸ்டம் கன்ட்ரோலருக்கும் இடையிலான இணைப்புகளைக் கோடிட்டுக் காட்டுகிறது:
மின்சாரம்:+5V மற்றும் GND லைன்களை ஒரு ஒழுங்குபடுத்தப்பட்ட மின் மூலத்துடன் இணைக்கவும்.
சிக்னல் கோடுகள்:சிக்னல் A, சிக்னல் B, மற்றும் இன்டெக்ஸ் பல்ஸ் ஆகியவை கட்டுப்பாட்டு அலகில் உள்ள தொடர்புடைய உள்ளீடுகளுடன் இணைக்கப்பட வேண்டும்.
கேடயம்:மின்காந்த குறுக்கீட்டைத் தடுக்க கேபிள் கவசத்தின் சரியான தரையிறக்கத்தை உறுதி செய்யவும்.
7. நிறுவல் வழிகாட்டுதல்கள்
*நிறுவல் மேற்பரப்பு சுத்தமாகவும், தட்டையாகவும், குப்பைகள் இல்லாமல் இருப்பதையும் உறுதிசெய்யவும்.
*துல்லியமான நிலைப்பாட்டிற்கு பரிந்துரைக்கப்பட்ட மவுண்டிங் அடைப்புக்குறிகள் மற்றும் சீரமைப்பு கருவிகளைப் பயன்படுத்தவும்.
*அளவீட்டு அச்சுடன் கிராட்டிங்கை சீரமைக்கவும், திருப்பங்கள் அல்லது வளைவுகள் இல்லாமல் பார்த்துக் கொள்ளவும்.
*நிறுவலின் போது எண்ணெய் அல்லது தண்ணீர் போன்ற மாசுபாடுகளுக்கு ஆளாகாமல் தவிர்க்கவும்.
8. செயல்பாட்டு வழிமுறைகள்
*பயன்படுத்துவதற்கு முன் சரியான சீரமைப்பு மற்றும் அளவுத்திருத்தத்தை உறுதிப்படுத்தவும்.
*செயல்பாட்டின் போது கிராட்டிங்கிற்கு அதிகப்படியான சக்தியைப் பயன்படுத்துவதைத் தவிர்க்கவும்.
* அளவீடுகளில் ஏதேனும் விலகல் உள்ளதா என்பதைக் கண்காணித்து, தேவைக்கேற்ப மறு அளவீடு செய்யுங்கள்.
9. பராமரிப்பு மற்றும் சரிசெய்தல்
பராமரிப்பு:
* மென்மையான, பஞ்சு இல்லாத துணி மற்றும் ஆல்கஹால் சார்ந்த கிளீனரைப் பயன்படுத்தி கிராட்டிங் மேற்பரப்பை சுத்தம் செய்யவும்.
*உடல் ரீதியான சேதம் அல்லது சீரமைப்பு தவறாக உள்ளதா என அவ்வப்போது சரிபார்க்கவும்.
*தளர்வான திருகுகளை இறுக்குங்கள் அல்லது தேய்ந்து போன கூறுகளை மாற்றவும்.
பழுது நீக்கும்:
*சீரற்ற அளவீடுகளுக்கு, சீரமைப்பைச் சரிபார்த்து, மறு அளவீடு செய்யவும்.
*ஆப்டிகல் சென்சார்கள் தடைகள் அல்லது மாசுபாடு இல்லாமல் இருப்பதை உறுதிசெய்யவும்.
*சிக்கல்கள் தொடர்ந்தால் தொழில்நுட்ப ஆதரவைத் தொடர்பு கொள்ளவும்.
10. விண்ணப்பங்கள்
எஃகு பெல்ட் கிராட்டிங் பொதுவாகப் பயன்படுத்தப்படுகிறது:
*CNC எந்திரம் மற்றும் ஆட்டோமேஷன்.
*ரோபோ நிலைப்படுத்தல் அமைப்புகள்.
* தொழில்துறை உற்பத்தி செயல்முறைகள்.




-

தொலைபேசி
-

மின்னஞ்சல்
-

வாட்ஸ்அப்
வாட்ஸ்அப்

-

வீசாட்

-

மேல்




